|
公司基本資料信息
|
|||||||||||||||||||||||||
微量潤滑對機床的要求
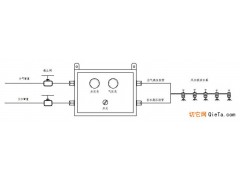
對于外噴射系統機床,主要是微量潤滑系統的安裝不影響加工及其他部件的運動就滿足要求。
對于內冷潤滑機床,是潤滑劑以懸浮油霧粒子的形式噴射至切削區域的,這其中的關鍵在于保持懸浮粒子的可靠流動,因此機床結構設計時應確保懸浮粒子的輸送和通道的密封可靠,選配的刀具夾套與刀具的匹配要確保潤滑油霧粒子能到達切削區域。
想要了解更多培峰的相關信息,歡迎撥打圖片上的熱線電話!

微量潤滑的分類
MQL系統可分為單通道式和雙通道式兩大類。兩者的區別是空氣和潤滑油混合形成氣溶膠的位置不同,即根據對微量切削液的傳輸、霧化的差別而被分成兩種形式。其中單通道式的特點為:空氣和潤滑油在發生設備內已經混合成氣溶膠,隨后氣溶膠通過刀具內部的軌道被輸送到加工區域。
而雙通道式則有以下特點:空氣和潤滑油在不同的軌道內被輸送到加工軸頭附近的混合腔內,形成氣溶膠,隨后被輸送到加工區域。與雙通道系統相比,單通道系統雖然更便于制造,但在輸送冷卻潤滑油霧時,特別是在具有強烈離心作用下的旋轉主軸中時油霧易被分散,這常常導致加工區油霧分布不均勻,從而影響加工質量。而雙通道式的微量潤滑系統,因為在氣溶膠形成后,被輸送到加工區域的距離比較近,其潤滑液滴相比單通道式更加細小,潤滑效果將更好,所以應用范圍更加廣泛。
想要了解更多微量潤滑的相關內容,請及時關注培峰網站。
微量潤滑
機械加工企業大概要花費很多費用來處理切削液廢液,無疑是增加了企業的生產成本。機械加工企業在保證加工質量的同時也要考慮到成本、環保、安全等問題。不要一味追求眼前的利益,目光要長遠,考慮全局,不要撿了芝麻丟了西瓜。
傳統的切削液澆注潤滑方式已經滿足不了環保、生產成本的要求了,機械加工企業應選用新的潤滑方式以減少企業的生產成本及對環境的污染。
微量潤滑是一種新型的潤滑方式,由于微量潤滑是準干式切削,沒有廢液產生,采用的潤滑油是可降解的植物切削油,所以被認為是綠色環保的加工方式。
微量潤滑系統還具有造價低、體積小、安裝簡易等優點,非常適合新機床安裝及舊機床改造。
綜上所述,企業應用微量潤滑這種加工方式就可以節省切削液的日常管理及廢液處理的費用,大大的減少了企業的生產成本。






 通過認證
通過認證